核心檢驗與生產設備全覽 #
檢驗設備 #
 150噸臥式拉力試驗機
150噸臥式拉力試驗機 150噸臥式拉力試驗機
150噸臥式拉力試驗機 150噸臥式拉力試驗機
150噸臥式拉力試驗機-
- 規格說明:
- 試驗體重量:20~300kg
- 左右同載荷時最大重量:500kg
- B皮帶傳動:100mm;關節傳動:1300mm
- 軸承最大距離:2200mm;軸徑:130mm
- 試驗轉速:變頻器控制 (VF-11S TOSHBA)
- 測定範圍:300~20000rpm
- 感度:5μ
- 傳動馬達:3.5kW (AC 220V 3PH WUTA)
- 動力平衡校正工件:
- Φ460 PM曳引機轉部組合(繩輪/制動輪/磁石套管)
- Φ560 PM曳引機轉部組合(繩輪/制動輪/磁石套管)
- PM曳引機相關零件
- 規格說明:
 經緯儀 (汽車車台板橈度測試)
經緯儀 (汽車車台板橈度測試)- 微電腦萬能材料試驗機
- 德國USK6超音波探傷機
- 南榮NV-30動力均衡試驗機
- 日本AKASHI振動機
- 日本洛氏硬度試驗機
- 美國HT-2000里氏硬度
- 示波分析記錄儀
- 圖膜厚度測試儀
- 測距儀
- WT230 Digital power meter
- WT230數位電力計
- GT5052A動平衡校正儀 / 頻譜分析儀
生產設備 #
 台製CNC 車床加工機
台製CNC 車床加工機 日製臥式綜合加工機
日製臥式綜合加工機 日製搪銑加工機
日製搪銑加工機搪銑加工機配合轉盤可使工件兩端搪孔之同心度及銑切平面之平面度皆符合加工精度要求。可應用於鋼索吊車之捲筒、天車鞍座加工。
 凡立水含浸設備 (浸入式)
凡立水含浸設備 (浸入式)-
原理說明:
- 線圈於烤箱80℃預熱2小時
- 工件置入含浸主槽並覆蓋頂蓋
- 副槽底內凡立水上升至主槽,塗浸整個工件
- 溫度差使溶劑注入線圈內,達到絕緣及固定效果
- 回收凡立水至副槽,至完全回乾
- 取出工件,完成製程
-
製作項目:
- Φ160、Φ190定部組合(鏈條吊車)
- Φ190、Φ220、Φ260、Φ310定部組合(鋼索吊車)
- 0.4kW~3.7kW緩衝馬達系列
- 0.25kW~1.5kW遊星式馬達系列
 正負壓真空含浸設備
正負壓真空含浸設備-
操作程序步驟:
- 開啟總電源與控制電源,啟動油壓
- 入氣閥B開啟,排氣閥A關閉
- 開蓋放入定子,關蓋
- 入氣閥B與排氣閥A關閉
- 啟動真空泵浦,排氣閥A開啟,進入抽真空
- 真空計時420秒,蜂鳴器響
- 排氣閥A關閉
- 真空泵浦關閉
- 入氣閥B開啟45°
- 桶內壓力平衡至0.0kg/cm2
- 排氣閥A開啟45°,真空指示表歸零
- 排氣閥A與入氣閥B關閉
- 加壓ON,壓力達5kg/cm2,計時1800秒
- 入氣閥B開啟,確認無餘壓
- 開蓋取出定子,關蓋
- 入氣閥B關閉,油壓OFF,控制電源OFF,總電源OFF
-
含浸製作物件:
- Φ90定部組合 直流無刷鏈條吊車
- Φ160定部組合 永磁鏈條吊車
- Φ462/Φ560定部組合 PM曳引機
 馬達定子自動繞線機
馬達定子自動繞線機 馬達定子自動繞線機
馬達定子自動繞線機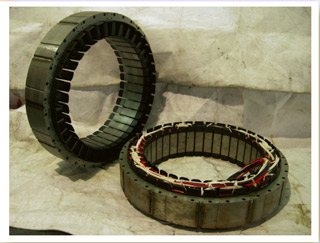 馬達定子自動繞線機
馬達定子自動繞線機-
繞線工程注意事項:
- 參數設定正確
- 線徑確認無誤
- 定部積厚量測再確認
- 模治具依定部選用合適規格
-
繞線規格:
- Φ90 X 50L、Φ90 X 25L(無刷鏈條吊車系列)
- Φ160 X 45L、Φ160 X 30L(永磁鏈條吊車系列)
- Φ462 X 70L、Φ560 X 75L、Φ462 X 80L、Φ560 X 90L、Φ462 X 100L(永磁鏈條吊車系列)
 烘烤箱設備
烘烤箱設備-
無刷吊車定部烘烤溫度:70℃ / 12小時
-
無刷吊車定部烘烤溫度:120℃ / 8小時
-
PM曳引機定部烘烤溫度:120℃ / 8小時
 彈性機械手臂銲接系統
彈性機械手臂銲接系統